服务热线service
服务热线service
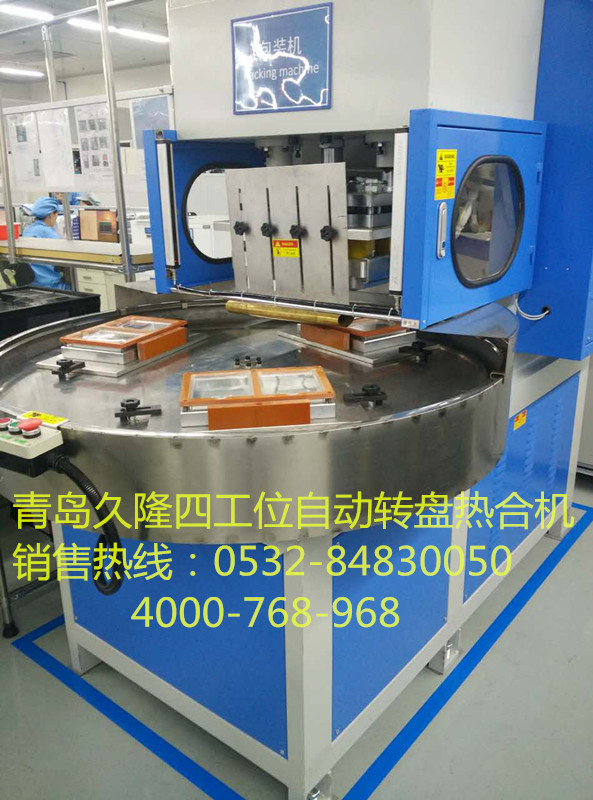
山东久隆自动化转盘式四工位吸塑设备是在两个待焊工件接触面所产生的摩擦热能来使塑料熔化。热能来自一定压力下,一个工件在另一个表面以一定的位移或振幅往复的移动。一旦达到预期的热合程度,振动就会停止,同时仍旧会有一定的压力施加于两个工件上,使刚刚热合好的部分冷却、固化,从而形成紧密地结合。根据工件大小尺寸,选择不同电流输出及通电时间,然后在冷却加压情况下完成热合包装的工业机器。
广泛应用于各种行业的产品包装。主要用于吸塑泡壳与纸卡的热合包装,适用于各种精美玩具、文具、电池、食品、日用品、小型工具的吸塑封口包装,使被包装物品防潮、外观晶莹透明、美观、提高商品档次。
机型:JL-15000WT
输出临沂高周波功率( 大)18000VA
电子管型号T 使用电源三相380VAC、50HZ
振荡频率27.12MHZ,熔接时间
上电极模板面积350×450(mm2)
上下电极间隔220mm 上模活动距离150mm
使用气压5~8Kg/cm2
大熔接电流2.5A 净重1200Kg
一、应用范围
本机专门用于PVC纸板、纸卡或双泡壳焊接或胶盒压痕。
二、基本工作原理:本机属中高频设备,由电子管自激振荡器产生高频电磁场。被加工对象压在加有高频电磁场的上、下电极之间,其内部分子被激化而高速运动相互磨擦自身产生热量而熔化,在模具的压力下达到熔接的目的。采用气系统,与专用模具配合。
三、性能与特点:
A、操作简便,PLC控制,触摸屏显示,参数调节非常精准,显示故障提示。
B、采用四工位精密凸轮分割器,生产稳定精准。机械手带4个吸盘,可同时做出4-8个产品,速度快效率高。
C、全钢结构设计,机体坚实可靠,能安装10-16CM以上气缸,机架不变形,平衡平稳。
设备配套机器手的优势:
1.机器自动旋转,减少生产中的人工因素,工作效率大幅提高!
2.仅需一人放料,四个工位允许放料的时间更长,转动和拿料自动完成,提高生产速度的同时节省人工!
3.机械手取料平稳平整,避免人工拿料产生的移位!
4.压板尺寸更大,压力更强劲,标准产品漂亮!
5.性能稳定,可连续工作,提高企业竞争力!
D.本设备设计的更新,其完善性能适应现代化企业规模生产的需要。
1、强出力,高性能。采用低损失的同轴振荡器,特别设计的同调器使出力更强,降底熔接时间,提高生产效率。
2、增压机构。采用高品质气压缸,出力强劲稳定,便于加工高难度产品。
3、自动电动转盘中机构。设计合理、运行稳定、定位准确、品质高。
4、高灵敏火花抑止器。本机采用新设计具有技术水准的电子线路火花抑止器,灵敏度高,稳定可靠,使模具、物料、绝缘材料等因打火而造成的损害降到 低。
5、安全保护装置。本机装用过压、过流保护装置,在异常时能自动切断电源或使机器停止工作,以保护振荡管等贵重部件免受损害。
6、低损耗、有效益、噪声小。速度快、无冲击、无噪声、耗能低易维护。
四、机器安装
本机应在少尘、无腐蚀性气体的室内干燥环境中使用。供给本机的电源应装设空气开关及合格的地线以确保安全。
1、 安装电子管
a) 打开机体后部上盖板。
b) 将电子管轻轻放入谐振桶中央,调整好方向后用螺钉固定于安装座上。
c) 将灯丝导线装于电子管的灯丝螺钉上,注意拧紧螺母时,必须用两把合适的板手同时打住上、下螺母,防止拧坏电子管上的陶瓷体,而使电子管报废。
d) 将栅极铜片用螺丝固定在电子管的栅极上,不可松动。
2、安装电源线
本机电源线为5芯电缆,其中“O”型端子且较长的线接地线,“U”型端子且较长的接零线,其余三条粗而短的线接火线(分相序)。注意,必须接于三相380VAC、60A空气开关上,为确保人身安全,地线必须可靠驳接。
3、安装气源
用12mm塑胶气管连接合适的气源至机器侧面的气体调节阀上。
五、使用方法(调整模具,请参照附机调模具说明)
1、接通气源,拨起机体旁边气体调节阀旋扭,将气压调整到6公斤左右位置;拨出控制面板上升降气压调节阀旋扭,将气压调整到3-7KG/CM2,根据要求模具大小而定,模具未调试好的情况下。调整好气压后再将旋钮压紧。
2、检查面板上开关,高周开关置于“关”位置,手动/自动选择开关置于“手动”位置,电源开关置于“关”位置。合上电源入线空气开关和机台下面的电源总开关,打开面板上电源开关,听到机体内有风机的旋转声观察电源指示灯亮起。
3、调节控制面板上的温控器旋钮,设定需要的温度,让上模板预热。一般要预热15分钟,除去模板内的潮气后方可开始操作机器。若模板中存有较多潮气,发热体漏电较大,操作机器时会出现火花误动作。
4、按动面板上红色上升按扭,使上模板上升至 高位置。观察上模板上方的两个行程开关是否已被升降圆棒压住。若未压住,请调整圆棒的上下位置,直到两个行程开关都被压住为止,然后拧紧固定螺丝。
5、按一下“进入”按钮,将送入模板下方定位。将上模安装在上模板上。
6、调模。按动面板上绿色下降按扭,使上模下降到接近下模的位置。移动下模的位置,对准上模,调好后锁紧两边管位螺丝。用同样方法调整好另一个下模在位置。
7、将吸塑罩下半片置入下模内,放入被包装物件,将吸塑罩上半片或纸卡对准下吸塑罩放好,按动下降按扭,使上模下降压住产品。
8、模具预热和温控器的使用。上模吊装板上设有发热器件。温控器安装于控制面板上。需在生产前10分钟左右打开温控器并调整旋扭设定好温度。此时温控器上指示灯亮着绿色,等温度达到后指示灯变为红色,即可开始生产了。预热温度的高低需根据被熔接物的材质和厚度综合决定,一般PVC材料预热60℃左右。模具预热可加快生产速度,提高产量。
9、停机。停机时首先关闭面板上的电源开关,待冷却风机继续工作5分种后再关闭总电源开关。
六、机器维护保养
1、定期在各活动部位加注液体或固体润滑油,并将多余的油擦抹干净。
2、灰尘和潮湿是高频机的大敌!所以,要定期用干燥高压气体、干布或电吹风等对高频桶内(特别是电子管周围)、火花板及所有高频通路做好除尘、驱潮工作,一般潮湿季节一周一次,干燥季节一月一次。停机多天重新起用时,需先做好上述保养工作后方可投入使用。另外,因灰尘或潮湿引起打火的部位,一定要擦掉烟尘并用刀片、砂布等工具清除打火的痕迹,否则会引起更加严重的打火现象的发生,甚至损坏零部件。
七、注意事项
1、每次使用机器前,必须按操作要求通电预热足够的时间,以保障电子管正常工作和延长其使用寿命。
2、操作时切勿使上、下电极直接接触,否则会因短路而损坏模具和机器的零部件。
3、熔接时,人体严禁接触上电极模板、模具,以免烧伤皮肤。
4、机内有高压电路,维护修理时必须关闭总电源15分钟以后,方可打开机盖,以确保人身安全。
5、因本机使用高频电路,可能会影响漏电开关的正常工作,建议将此机的电源线接于空气开关上,不要采用漏电保护开关。
八、常见故障的排除方法
1、打开面板上的电源开关后电压表无指示,电源灯不亮。
总电源开关未打开。先打开总电源开关。
冷却风扇损坏。更换风扇。
为风扇供电的继电器或二极管故障。
a)继电器线圈开路或触点损坏。
b)二极管开路。
机箱内10A或3A保险管断路。查明原因排除故障后用相同规格的保险管更换。
开关损坏或线路断路。更换开关或排除断路点。